![]() 新能源
新能源
![]() 新能源
新能源
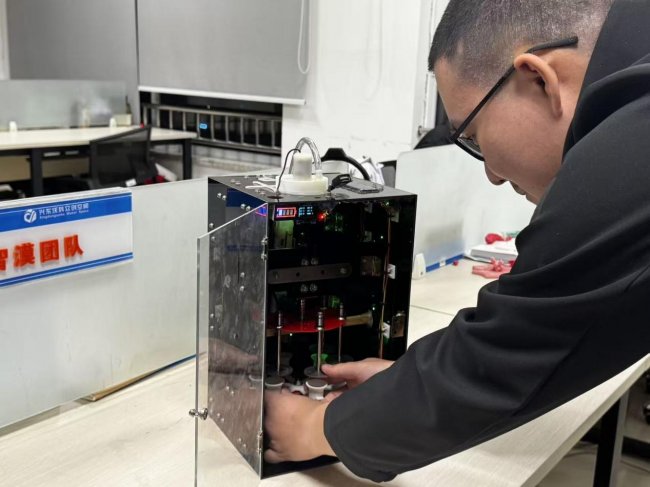
该装置以“智能检测—高效回收—安全管控”为核心闭环,创新突破三大核心技术壁垒,构建起精细化处理体系。其一,融合动态下垂与状态预测的SOC均衡控制算法,有效解决退役电芯SOC离散度大、均衡效率低的行业难题,确保余能回收最大化;其二,采用基于Transformer架构的电池健康度(SOH)检测算法,实现电芯健康状态高精度、快速评估,为梯次利用与拆解回收提供科学依据;其三,搭建三层蜂巢式智能检测结构,支持36路电芯并行检测与余能回收,大幅提升处理效率。

数据显示,该装置单批次(100kg电芯)仅需3小时即可完成全流程处理,净回收清洁电能5.75kWh,将残余能量利用率从行业平均不足30%提升至88%以上。相较于传统化学浸出、暴力粉碎等粗放回收工艺,该装置能耗降低85%,VOCs、重金属粉尘等污染物排放减少90%以上,彻底消除酸碱废液与重金属废水污染风险,实现环保与能效双重突破。

企业试运行数据进一步验证了技术可靠性:一周内累计检测回收电芯756个,能源回收总量达120.75kWh,电芯破损检测准确率100%;同步为243个具备梯次利用价值的电芯打上二维码追溯标签,建立全生命周期数字追溯体系,实现电池流向可查、状态可溯、价值可算。目前,该项目已获多项国家发明专利与软件著作权,与多家行业龙头达成产学研合作,获试用单位高度认可。该成果的产业化应用,将推动动力电池回收行业从“粗放处理”向高效、安全、低碳、智能转型,为落实“双碳”目标、保障新能源产业资源安全提供可复制、可推广的技术范本。
 京公网安备 11010802020613号
京公网安备 11010802020613号