![]() 电力
电力
![]() 电力
电力

图1 现场试用安装机器
针对生活垃圾含水率起伏大、入炉热值不稳定的常见问题,设备搭载高精度双端水分检测模块,仅需 4 秒就能捕捉垃圾干湿变化并自动调节。搭配联动防堵孔板实现持续渗滤液排出,稳定将垃圾出口含水率维持在 40%-45% 合理区间。实测数据显示,设备堵孔率由原先 18.6% 降至 2.8%,连续排液稳定率提升至 98.9%,能够平稳焚烧工况,减少厂区辅助燃料的使用量。
以往垃圾脱水后容易结块、缠绕输送设备,频繁停机清理增加运维压力。这套无中心轴螺旋结构搭配大直径出料腔体,可同步完成物料打散与连续送料。经过厂区连续试运行,设备堵料发生率下降 83%,停机清理频次降低 84%,单次稳定出料时长从 2.5 小时延长至 7 小时,出料总量提升 180%,有效减少非计划停机带来的经济损耗。

图2 无轴螺旋装置
传统焚烧炉前操作高度依赖老师傅经验,参数调节滞后、运行波动大。项目配套搭建数字孪生智能监测平台,垃圾含水率、渗滤液流量、设备运转状态等数据实时可视化,设备异常自动预警,所有运行记录可留存追溯,形成 “感知-脱水-排液-破团-出料-反馈” 全自动调控流程,降低人工操作门槛。
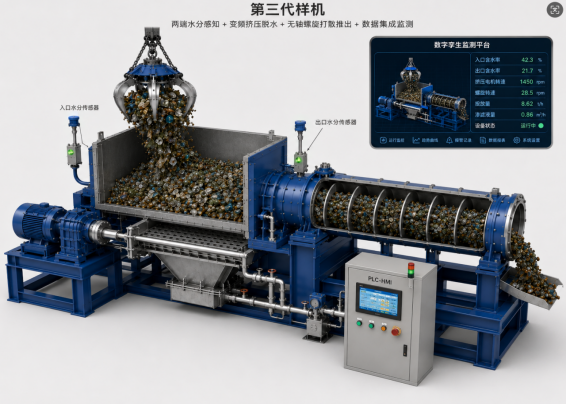
图3 产品样机
该一体化装备整合控水、排液、破团、智能调控多项功能,和市面上单一脱水、输送类设备相比,更适配国内组分复杂、湿度波动大的生活垃圾处理场景,项目已取得多项专利及软件著作权作为技术支撑。团队规划于 2026 年 8 月启动产业化筹备工作,持续优化标准化机型,面向各地垃圾焚烧厂提供成套炉前处理解决方案,助力固废处理行业低碳、稳定、高效运行。
重庆电力高等专科学校 通讯员:吴婧叶
 京公网安备 11010802020613号
京公网安备 11010802020613号